Сварочный аппарат для полипропиленовых труб
Содержание:
- Стыковая сварка
- Инструмент для монтажа полипропиленовых труб
- Чего надо избегать во время сваривания
- Специфика пайки труб из полипропилена
- Почему и как стоит использовать «холодную сварку»
- Сварка труб в неудобном месте
- Классификация сварки
- Главные ошибки при сварке полипропиленовых труб
- Разновидности труб, подлежащих сварке
Стыковая сварка

Этапы сварки труб встык
Помимо раструбной сварки пластиковых труб, о которой я подробно рассказал выше, в строительстве используется так называемая стыковая. Суть ее заключается в нагреве срезов полимерных деталей специальным устройством (зеркалом) до расплавления с последующим соединением под давлением до образования герметичного шва.
Технология проведения работ достаточно проста. В результате образуется очень прочный, герметичный и долговечный шов.

Машина для стыковой сварки.
Однако это только на первый взгляд, поскольку я, как человек, который разбирается в этом деле, могу указать на несколько особенностей.
Итак:
- Нужно обеспечить очень точное совмещение соседних деталей по продольной оси. Стенки труб после окончания процесса должны совпадать друг с другом не менее чем на 90%.
- При сваривании нужно прикладывать к изделиям определенное усилие, прижимая деталь к сварочному зеркалу. Затем точно так следует поступать во время застывания шва.
- При разрезании деталей и обработке торца нужно тщательно следить за тем, чтобы срез был расположен под углом в 90 градусов к стенке.
Все здесь достаточно просто, но только в том случае, если использовать в работе специальный прибор – центратор, который оборудован специальным приводом, обеспечивающим прижимное усилие. Также нужен труборез и торцеватель.
Поэтому для монтажа домашних водопроводных систем, где используются трубы небольшого диаметра, а объем проводимых работ невелик, используется раструбная сварка. Тем более, скажу я вам, получившиеся соединения получаются едва ли не прочнее и долговечнее. В последнем случае образуется эдакий замок, который ни в коем случае не пропустит воду.
Стыковая сварка чаще применяется при конструировании магистральных систем больших размеров.

Вряд ли такое вы будете делать дома
Инструмент для монтажа полипропиленовых труб
Паяльник можно приобрести или взять в аренду. Не всегда под рукой имеется торцеватель или шейвер. Однако эти инструменты понадобятся для работы с армированными трубами. Так, шейвер предназначен для удаления армировки. Его ножи расположены параллельно оси трубы. Благодаря этому осуществляется удаление среднего слоя коммуникаций. Торцеватель используется для подготовки труб, удаления слоя армировки. Такой инструмент обрабатывает торец, дополнительно он создает фаску.
Для выполнения разметки используются маркер и рулетка. Причем необходимо определить не только места резки изделий, но и участков, которые будут заводиться в насадки сварочного аппарата
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
- мечевидный паяльник;
- цилиндрический.
Цилиндрический паяльник
Мечевидный паяльник
Дорны и гильзы для двух видов паяльников.
Размеры насадок на паяльник
Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.
Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать
Это важно, если нет опыта монтажных работ такого вида.
Количество, тип и размер насадок. Определяют, какие изделия нужно паять
Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.
При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника.
Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Как производить разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы
Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты
Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.
Специфика пайки труб из полипропилена
ППР изготавливают из полимерного материала. Он термопластичен, легко поддается плавлению при температуре от 149°С, при остывании сохраняет свои свойства. Благодаря этому при нагревании полипропиленовые трубы легко стыкуются, образуя монолитные узлы единого комплекса систем коммуникаций. Они широко используются в строительстве канализаций, систем водоотведения, также подходят для отопления и водоснабжения.
Общее описание технологии
Пайка полипропиленовых труб основана на принципе одновременного плавления с помощью сварочного аппарата, верхней части трубы и внутренней части муфты. После снятия прогретых деталей с нагревателя паяльной машины они стыкуются друг с другом путем сжатия.
В месте слияния прогретых поверхностей состыкованных деталей происходит взаимопроникающая связь расплавленных масс, образующих при остывании единый монолитный узел. Данный метод получил название муфтовое соединение.
Способ сварки ППР одного диаметра называется прямым (стыковым). Он основан на том же принципе плавления краев труб с последующей их стыковкой и фиксацией в неподвижном положении до полного остывания. Качество прямой сварки зависит от точной центровки осей стыкуемых ППР.
Процесс пайки полипропиленовых труб своими руками.
Паяльные машины для сварки труб
Существует множество разновидностей паяльных машин для сварки ППР. Их техническое исполнение и размеры зависят от диаметров ППР, с которыми они взаимодействуют, и наличия вспомогательного оборудования.
Паяльные машины делятся на:
- станочные (с направляющими для центровки оси);
- раструбные («Утюг»);
- стыковые.
Для проведения сварочно-монтажных работ при строительстве трубопровода из ППР также понадобятся:
- труборез или ножницы для полипропиленовых труб;
- слесарный уголок;
- карандаш или маркер;
- рулетка;
- швейер;
- торцеватель;
- средство для очищения поверхности на спиртовой основе (исключить ацетон, растворители и средства, оставляющие жирный, маслянистый след);
- рабочие перчатки.
Полная комплектация для сварки полипропиленовых труб.
Процедура сварки полипропилена
Выполняя сварку ППР, необходимо соблюдать длительность нагревания деталей. Не следует сильно прогревать стенку детали, но и недогрев также плохо отражается на качестве соединений. В таблице отражено количество времени, достаточного для прогрева деталей. Рекомендуемая температура пайки составляет 260°С.
| Диаметр сечения трубы, мм | Глубина сварки, мм | Длительность нагрева, сек | Фиксация,
сек |
Период охлаждение, мин |
| 20 | 13 | 7 | 8 | 2 |
| 25 | 15 | 10 | 10 | 3 |
| 32 | 18 | 12 | 12 | 4 |
| 40 | 21 | 18 | 20 | 5 |
| 50 | 27 | 24 | 27 | 6 |
Для пайки труб необходимо:
- Установить насадки на нагреватель паяльной машины.
- Установить паяльную машину в удобном для работы месте, зафиксировать ее с помощью крепежей (если имеются), установить регулятор температуры на требуемый уровень и подать электропитание.
- Подготовить детали к сварке.
- Обработать поверхности участков свариваемых деталей чистящим, обезжиривающим средством.
- Отмерить от края трубы глубину сварки и отметить карандашом. После надеть детали на насадки нагревателя и держать указанное в таблице время.
При прогреве не допускать вращения детали вокруг своей оси, вращение ухудшает герметичность связи спаянных деталей. Прогретые детали необходимо снять с нагревателя и сразу состыковать, вставив одну в другую.
При заглублении (вводе) трубы в муфту (фитинг) нельзя поворачивать ее по оси и пересекать отмеченный карандашом уровень глубины сварки. Следует зафиксировать достигнутое положение деталей и не двигать их в течение необходимого для обратной полимеризации времени.
Для достижения нужного положения при стыковке трубы с угловым отводом следует заранее отметить обе детали, прочертив направляющую карандашом в месте их соединения. Это позволит избежать вращения отвода и без корректировки достичь необходимого угла относительно оси трубы.
Почему и как стоит использовать «холодную сварку»
Особенности «холодной сварки»
- Для работы используется клей, специально предназначенный для соединения труб и соединительных деталей (фитингов), изготовленных из хлорированного поливинилхлорида (ХПВХ).
- Клей растворяет поверхности соединяемых деталей на одну треть толщины, т.е. осуществляется холодная диффузионная сварка.
- На такой процесс, как пайка труб ПВХ, оказывают влияние различные условия:
- влажность воздуха;
- температура.
- Работы по склеиванию труб можно проводить при широком диапазоне температур воздуха: 5–35°С. Использование морозостойкого клея делает возможным проведение работ при температуре до –17°С. При жаркой погоде склеивание следует производить как можно быстрее, во избежание высыхания клея до завершения монтажа.

Количество соединений, которое можно произвести при помощи 1000 мл клея
- По своим свойствам клей должен быть:
- текучим;
- с однородной консистенцией;
- без посторонних включений.
Емкость с клеем следует плотно закрывать крышкой в перерывах между непосредственным проведением работ, чтобы избежать испарения летучих компонентов.
Технология клеевого соединения труб
Спайка труб ПВХ в раструб производится в несколько этапов:
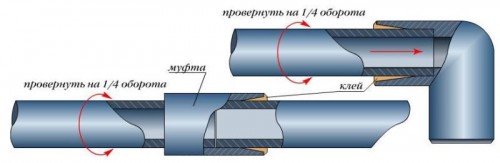
Схема «холодной сварки» труб из ПВХ
- Ровно отрезать необходимый кусок трубы. Для этого могут быть использованы:
- ножовка по металлу, имеющая мелкие зубцы;
- труборез;
- специальные ножницы.
- Снять фаску на конце трубы, соблюдая угол в 15 градусов, используя фаскосниматель. Следует избегать появления заусенцев.
- Очистить раструб фитинга и трубу от грязи и пыли, удалить влагу.
Для эффективной очистки соединяемых деталей можно использовать очиститель для труб ХПВХ. Он хорошо подготовит поверхности для склеивания.
- Нанести клей. Работа производится кистью аккуратно по поверхности трубы и раструба.
- Вставить в раструб трубу сразу же после нанесения клеевого слоя.
- Для того чтобы клей равномерно распределился по склеиваемым поверхностям, повернуть фитинг на 90 градусов относительно трубы.
- Зафиксировать детали на 20–30 секунд. Не производить повторного поворачивания соединенных деталей после их фиксирования! Весь процесс склеивания должен быть закончен в течение 1 минуты.

Время выдержки соединения до пробной подачи транспортируемой жидкости или газа
- По окончании склеивания проверить наличие равномерного слоя («валика») клея по окружности.
- При необходимости убрать избыточный клей при помощи мягкой ткани.
Более наглядно увидеть технологию склейки вы можете на видео, представленном ниже.
Сварка труб в неудобном месте
На прямых трубных прогонах паять трубы значительно легче, чем в труднодоступных местах. Во избежание неприятных моментов в процессе монтажа системы трубопровода лучше всего собирать его на поверхности стола. Бывают случаи, когда спаять трубы нужно в неудобном месте – возле батареи, под потолком, у стены или на углах. При самостоятельном монтаже без еще одной пары рук не обойтись.
Все движения должны быть точными и быстрыми, а если появилось малейшее искривление – замените элемент
Важно соблюдать постоянную температуру, перегревание труб из пластика при соединении в местах с ограниченным доступом приводит к потере ими формы и проблемам с дальнейшим монтажом
Классификация сварки
Классифицировать можно по виду и способу применения к разным материалам.
- Самый популярный клей универсального типа для металла, дерева, пластика и камня.
- Для разных видов пластика.
- Для сваривания швов линолеума и твердой резины.
- Для металла и металлических изделий. Ремонта автомобильных деталей. Бензобаков, коллекторов, выхлопных труб.
- Специальный водостойкий состав при ремонте сантехники от протечек.
- Клеи для фиксации поверхностей, которые постоянно испытывают большие механические нагрузки.
- Двухкомпонентная холодная сварка для повышенных температур.
По своей структуре различается на двухкомпонентную холодную сварку и однокомпонентную. По консистенции в виде двухслойного цилиндра, в котором внешняя часть из отвердителя, а внутренняя из эпоксидной смолы с различными добавками в зависимости от цели применения. Либо в двух тюбиках с аналогичными компонентами только уже в пастообразном состоянии.

Обзор герметиков
Отметим в этом обзоре две марки. Первую из-за достойных характеристик, вторую и третью исходя из их популярности.
«Анлес Унипласт» – выпускается 4 вида. Состав усилен алюминиевым или бронзовым порошком. Также «Керамика» наполненный двуокисью титана и «Универсал» с неорганическим наполнителем характеризующийся усиленной адгезией и прочностью крепления из этого ряда герметиков. Легко смешиваются руками, имеют сильную адгезию ко многим известным материалам, даже замасленным и мокрым.
Подходят непосредственно для работы на вертикальных поверхностях. Заявлено, что есть возможность отверждения под водой. Останавливает течь навсегда. Теплостойкость до 250-300°С. В застывшем виде возможна любая механическая обработка. Производитель считает, что эта продукция превосходит известный «Poxipol». Цена демократическая.
Герметик радиатора «Mastix» подходит для быстрой и надежной герметизации радиаторов любых типов автомобилей, также сельхозтехники. В случаях ремонта сплавов из цветных и черных металлов, при температуре эксплуатации от +150 до -10 градусов. Обеспечит ремонт на влажных и замасленных поверхностях. Правда прочность снижается на 20-25%, это много.
Поэтому лучше подготовить поверхность и обезжирить. Пластилин следует применить в течение 7 минут, схватывается за 15 минут. При необходимости уже через 1,5 часа можно подвергнуть механической обработке. Цена более чем демократичная на момент написания статьи, не более 50 рублей за стандартную упаковку.
Холодная сварка «Титан» – как герметик отличное средство для всех типов поливинилхлорида. Склеивает твердый полистирол, полиэстер, полиуретан и подобные материалы. Ремонт разной бытовой техники и ручного электроинструмента из АБС-пластика. Сплавление швов пластичных покрытий для пола из ПВХ, линолеума.
Прозрачная консистенция, время работы не больше 10 мин. Время полного отверждения 1 сутки, для труб ПВХ – двое суток. Срок годности 12 месяцев. Эластичный, водостойкий и термостойкий. Продается в одной тубе объемом 100 мл, довольно небольшая себестоимость работ, хватает на 35-45 погонных метров.

Составы для автомобилей
Нет принципиального смысла упоминать в этой статье отдельные составы для автомобилистов. Для них подходят почти все виды холодной сварки. Замечу, что основная часть клеев идет с металлическим наполнением. Если с другим наполнителем, то также подойдут автомеханикам за редким исключением.
Как вариант, можно самому добавить пудру металла для увеличения прочности. Для автомобилей чаще используются композиции при грунтовании металлической поверхности, устранения пробоин и дыр в радиаторах. Ремонта выхлопных систем. Восстановление резьбы, соединение деталей при сорванной резьбе. Закрепление мелких деталей намертво.
Главные ошибки при сварке полипропиленовых труб
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения
Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа. Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается. Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды. Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки. Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода. Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
Разновидности труб, подлежащих сварке
Основной материал – пластиковые трубы, имеет свои особенности и классифицируется по ряду признаков. Первое, что бросается в глаза это – цвет. Они могут быть окрашены в зеленый, серый, белый или черный цвет. Маркировка черным цветом означает, что в составе применены специальные добавки, препятствующие разрушению материала при воздействии ультрафиолетом и могут прокладываться непосредственно по грунту. Остальные цвета не имеют различий связанных с окраской и применяются внутри помещений или под слоем грунта.
Классификация труб по назначению:
- для холодного водоснабжения (маркируются синей полосой, предельная температура воды 45C).
- для горячего водоснабжения (маркируются красной полосой, предельная температура 85C).
- универсальные (маркируются синей и красной полосами, температура может достигать 65 – 75 C, в зависимости от изготовителя).

Модели для горячего, холодного водоснабжения и универсального типа имеют маркировку, которая указывает на дополнительные эксплуатационные показатели материала:
- PN10 – маркировка изделий для холодной воды, используемых при давлении системы до 1 МПа (не для квартирных трубопроводов);
- PN16 – маркировка применимая в универсальных трубах и холодной воды. Такой материал выдерживает температуру до 65C и давление 1.6 МПа;
- PN20 – материал с утолщенной стенкой, выдерживающий давление до 2 МПа и температуру 85C (сварка труб отопления);
- PN25 – трубы, усиленные армирующим слоем стекловолокна или фольги. Выдерживают давление до 2.5 МПа и температуру воды 95C.
Различия пластиковых труб
Нередко приходится слышать (от неспециалистов) о том, что металлопластиковые трубы стыкуются легко при помощи сварки.
Так вот, хотелось бы сказать, что такого понятия как сварка металлопластиковых труб, если речь касается именно монтажа, нет вообще.
Данное определение может применяться к процессу производства, а именно к сварке одного из слоев такого изделия — алюминиевой трубы. Она имеет толщину от 0,1 до 0,5 мм, и может соединяться при помощи сварки встык или внахлест.
Различают две разновидности соединительных элементов:Соединение металлопластиковых труб осуществляется при помощи специальных фитингов.
- компрессионные фитинги,
- пресс-фитинги.
Вторые более надежны, соединение осуществляется при помощи опрессовки изделий специальным инструментом. Компрессионные фитинги затягиваются обыкновенным ключом. Как видите, эти виды фитингов для металлопластиковых труб не имеют ничего общего со сваркой.
Вся путаница пошла с тех пор, как на рынок стали поступать полипропиленовые трубы, армированные алюминием. Для того, чтобы получить возможность применять пластиковые трубы в системах отопления, а также горячего водоснабжения, и пошли на этот шаг. Но в отличие от металлопластика, где слой алюминия представляет собой настоящую трубу, в данной продукции применяется фольга, причем чаще всего перфорированная.

Еще одна разновидность пластиковых труб — изделия из ПВХ. Такие трубы отличаются меньшим коэффициентом расширения. Но неоднозначность качеств ПВХ изделий (в части экологической безопасности) определило основную сферу их применения — канализация. Хотя трубы большого диаметра вполне целесообразно применять на магистральных водоводах.
Монтаж ПВХ труб осуществляется методом сварки или склеиванием.

